

信息来源:k8凯发旗舰 | 发布时间:2025年09月03日
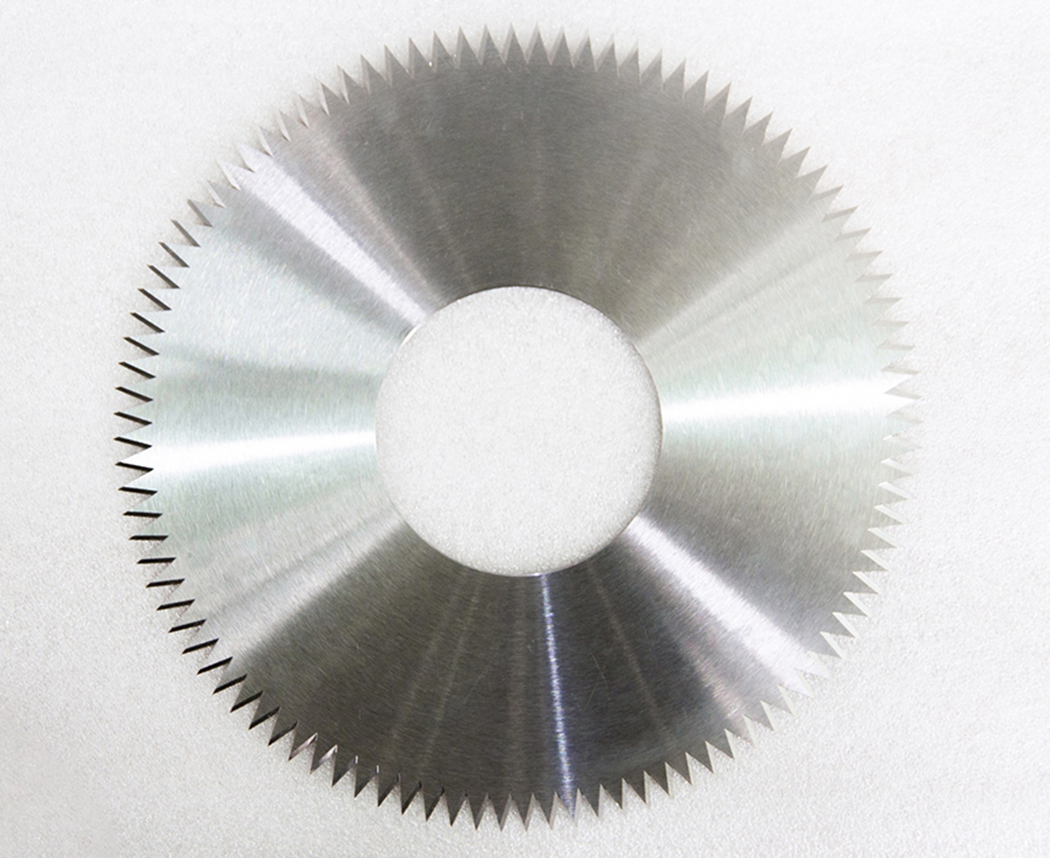
高速钢错齿三面刃铣刀是金属切削加工中典型的多刃沟槽类铣削工具,核心作用是对金属工件进行高精度、高效率的沟槽加工、台阶加工及侧面铣削,凭借高速钢材质的韧性优势和 “错齿” 结构的排屑特性,适配中低硬度金属(如碳钢、合金钢、铸铁等)的铣削场景,具体作用可从加工功能、性能优势、适用场景三方面展开:
一、核心加工功能:正确完成 “槽、台、面” 三类关键切削
高速钢错齿三面刃铣刀的 “三面刃”(指刀具的圆周刃和两侧的端面刃均为切削刃)与 “错齿”(指刀片 / 刀齿在圆周上交替错开排列)结构,决定了其核心加工能力,具体可实现:
1.沟槽加工(最主要功能)
用于在工件表面铣削出等宽度、等深度的敞开式沟槽(槽的两侧壁和底面需平整),是该刀具的核心应用场景。
加工特点:通过 “圆周刃切削槽的底面 两侧端面刃同步切削槽的侧壁”,一次进给即可完成沟槽的 “底面 两侧壁” 加工,无需多次换刀或补铣,保证沟槽的宽度精度(通常可达 it9-it10 级) 和侧壁与底面的垂直度(≤0.02mm/100mm) ;
典型应用:铣削轴类工件的退刀槽、齿轮的齿根槽、模具模板的定位槽、机械零件的油槽 / 减重槽等。
2.台阶加工(辅助功能)
用于在工件表面铣削出有明确高度差的台阶面(即工件局部被铣削去除,形成 “台阶状” 结构)。
加工原理:利用刀具的 “圆周刃铣削台阶的垂直面 端面刃铣削台阶的水平面”,通过控制刀具的进给深度和横向位移,正确控制台阶的高度(垂直方向)和宽度(水平方向);
典型应用:铣削法兰盘的台阶面、箱体零件的凸台、轴套类零件的台阶定位面等。
3.侧面铣削(补充功能)
可对工件的平面(尤其是窄幅平面或侧面)进行精铣,替代部分平面铣刀的功能。
适配场景:当工件平面宽度较小(与三面刃铣刀的 “刃宽” 匹配)、或需同时铣削平面与相邻侧面时,可通过刀具的端面刃铣削平面、圆周刃铣削侧面,一次完成多面加工;
典型应用:铣削小型零件的侧面、狭长型工件的基准平面、沟槽两侧的辅助平面等。
二、性能优势:适配中低硬度金属的高效切削
高速钢(hss)材质与 “错齿” 结构的结合,让该刀具在切削中低硬度金属(≤30hrc)时具备显著优势,进一步强化了其加工作用:
1.高速钢材质:兼顾韧性与切削性能
高速钢(如 w18cr4v、w6mo5cr4v2)具备较高的红硬性(在 500-600℃仍保持切削硬度)和韧性,相比硬质合金刀具,更耐冲击、不易崩刃,适合加工 “有轻微杂质或硬度波动” 的金属工件(如热轧碳钢、铸钢),且刀具磨损后可重复刃磨,降低使用成本。
2.错齿结构:解决 “排屑拥堵” 痛点
传统直齿三面刃铣刀的刀齿排列紧密,切削时切屑易在沟槽内堆积、摩擦工件表面,导致槽壁划伤或尺寸超差;而 “错齿” 结构(刀齿交替向两侧错开)可在刀具旋转时形成 “螺旋状排屑通道”,切屑能沿通道快速排出沟槽,减少切屑与工件、刀具的摩擦,既提升了加工表面粗糙度(可达 ra1.6-ra3.2μm),又避免了因排屑不畅导致的刀具过热磨损。
3.多刃切削:提升加工效率
三面刃铣刀的圆周刃和端面刃均为有效切削刃,且错齿结构增加了同时参与切削的刀齿数(相比直齿,错齿刀具的切削刃接触工件更均匀),相同进给速度下,切削效率比单刃或双刃刀具提升 30%-50%,适合批量生产中的高效加工。
三、典型适用场景:聚焦 “中低硬度金属 精度要求较高” 的加工需求
高速钢错齿三面刃铣刀的材质和结构特性,决定了其主要适配中低硬度黑色金属的铣削,常见应用行业及场景包括:
通用机械制造:加工轴类、盘类零件的退刀槽(如电机轴的轴承退刀槽)、齿轮箱零件的定位槽、机床导轨的润滑槽等;
模具与夹具制造:铣削模具模板的导柱槽、夹具底座的 t 型槽(需配合 t 型槽铣刀,但初期槽体可由三面刃铣刀加工)、冲压模具的卸料槽等;
汽车零部件加工:加工汽车变速箱齿轮的齿根槽、发动机支架的安装定位槽、底盘零件的减重槽等(针对低碳钢、合金结构钢等材质);
农机与工程机械零件加工:铣削农机齿轮的退刀槽、工程机械销轴的台阶面、液压阀体的油道槽等(适配铸铁、中碳钢等耐磨材质)。
