

信息来源:k8凯发旗舰 | 发布时间:2025年09月16日
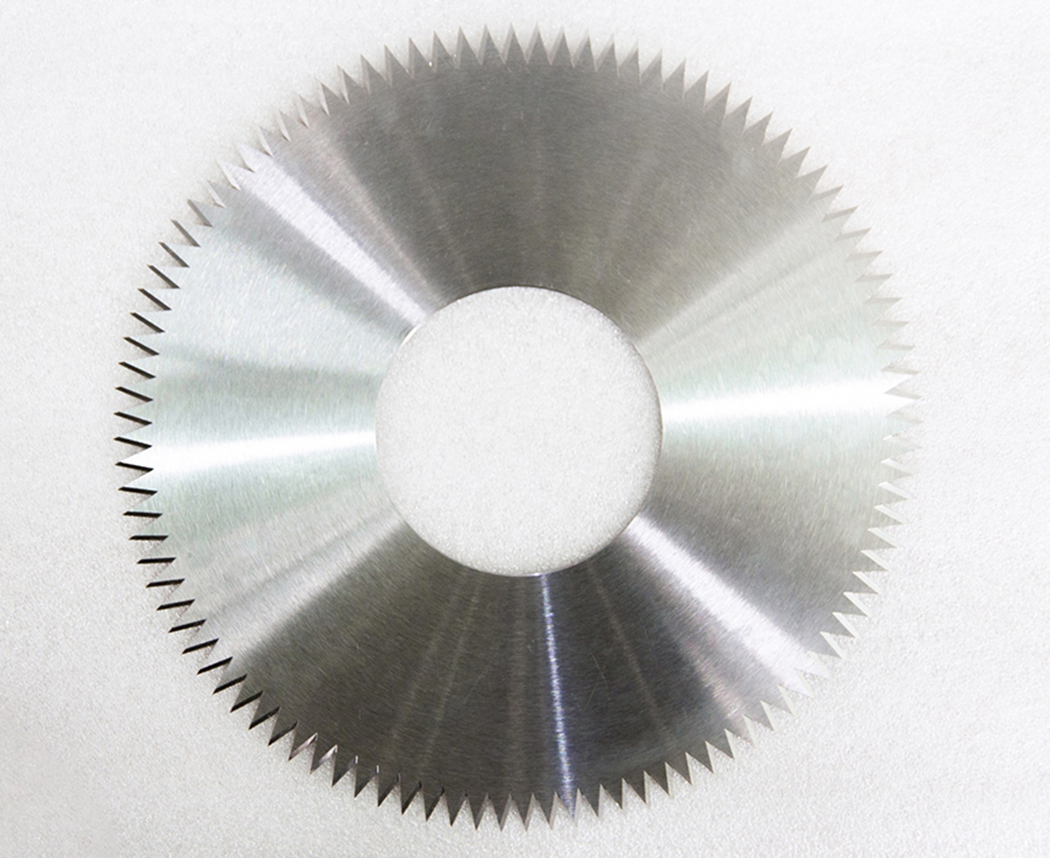
在航空航天行业中,高速钢(hss)单角铣刀因兼具良好的韧性、抗冲击性及中等切削硬度(尤其适合加工韧性材料),且成本低于硬质合金刀具、刃口易修磨,主要用于航空航天零部件的中低硬度材料切削、复杂结构粗加工及精度要求适中的成型加工,具体应用场景如下:
一、航空发动机关键部件的成型加工
航空发动机的核心部件(如机匣、叶片榫头、轴承座)多为铝合金、钛合金(退火态,硬度≤30hrc)或高温合金(低温段加工),高速钢单角铣刀的 “单角切削刃 侧刃 / 端刃协同” 特性,可针对性完成以下加工:
1.机匣法兰面的角度槽加工
发动机机匣(如压气机机匣、燃烧室机匣)的法兰连接面需开设 “v 型槽”“45°/60° 定位槽”,用于密封件安装或螺栓定位。高速钢单角铣刀(顶角多为 45°-90°)可通过 “主偏角切削刃” 铣削槽的斜面,侧刃保证槽壁垂直度,且因高速钢韧性好,能避免铝合金 / 钛合金切削时的 “粘刀” 导致槽壁毛糙,满足法兰连接的密封精度要求(槽宽公差 ±0.05mm)。
2.叶片榫头的齿形粗加工
航空发动机叶片(风扇叶片、压气机叶片)与连接的 “榫头”(如枞树型、燕尾型榫头),需先铣削出初步齿形轮廓。退火态钛合金(如 tc4)韧性强,硬质合金刀具易崩刃,而高速钢单角铣刀(搭配涂层,如 tin、tialn,提升耐磨性)可通过 “单角刃 端刃” 协同切削,快速去除榫头齿形的多余材料,完成粗加工轮廓(留 0.1-0.2mm 精修余量),后续再由硬质合金刀具精铣,平衡加工效率与刀具成本。
二、飞机机身结构件的角度特征加工
飞机机身的框架、梁、肋等结构件多为7 系铝合金(如 7075-t6,硬度约 150-180hb) 或镁合金,需加工大量 “角度斜面”“倒角”“楔形缺口” 等特征,高速钢单角铣刀在此类加工中优势显著:
1.机身大梁的楔形减重槽加工
机身主大梁(如机翼主梁、机身加强梁)为降低重量,会在腹板上开设 “楔形减重槽”(斜面角度 15°-30°)。高速钢单角铣刀可通过调整刀柄角度,使单角刃贴合楔形槽的斜面,沿大梁长度方向铣削,其韧性可承受铝合金连续切削时的振动(机身大梁长度可达数米,加工时易产生颤振),避免槽底与斜面过渡处出现崩边。
2.机身肋板的直角 / 斜角倒角
机身肋板(分隔机身舱段的支撑件)的边缘、孔口需加工 “45° 倒角” 或 “30° 斜角”,防止应力集中(航空结构件需避免尖锐边缘导致的疲劳裂纹)。高速钢单角铣刀(顶角 90°)可快速完成孔口、边缘的倒角加工,且因高速钢刃口锋利度易保持,能避免铝合金倒角时的 “毛刺”,减少后续去毛刺工序(航空件对毛刺要求较高,需≤0.02mm)。
三、航天飞行器结构件的低硬度材料切削
航天火箭、卫星的箭体结构(如箭体蒙皮、仪器舱支架)、卫星框架多为铝合金(如 2a12)、纯钛(ta2) 或树脂基复合材料(表面金属嵌件),高速钢单角铣刀适合此类低硬度、高韧性材料的加工:
1.箭体蒙皮的角度加强筋铣削
火箭箭体蒙皮(厚度 2-5mm)为提升结构强度,需在内壁铣削 “三角形加强筋”(斜面角度 60°)。高速钢单角铣刀(小直径,如 φ6-φ12mm)可通过高速旋转(线速度 80-120m/min)铣削薄壁筋条,其韧性可避免薄壁件加工时的 “过切”(硬质合金刀具刚性强,易因振动导致筋条变形),保证筋条高度公差 ±0.03mm。
2.卫星仪器舱支架的定位斜面加工
卫星仪器舱内的支架(用于固定陀螺仪、导航设备)需加工 “定位斜面”(如 10°-15° 斜面,用于设备找平)。高速钢单角铣刀可铣削斜面,且因高速钢刀具成本低、易修磨,适合卫星零部件 “小批量、多品种” 的生产需求(卫星部件多为定制化,单批次产量 10-50 件),降低刀具更换成本。
四、航空航天标准件的角度特征加工
航空航天领域的标准件(如连接件、紧固件、定位销)虽精度要求高,但部分角度特征的加工可通过高速钢单角铣刀完成,平衡精度与成本:
航空螺栓的头部角度槽加工:部分航空专用螺栓(如钛合金螺栓)头部需开设 “60° 内六角槽” 或 “v 型防滑槽”,高速钢单角铣刀(顶角 60°)可铣削槽的斜面,侧刃保证槽壁平行度,满足螺栓装配时的工具适配精度。
定位销的锥形端面加工:航天设备的定位销(用于部件对接定位)端面需加工 “15°-30° 锥形面”,高速钢单角铣刀可通过端刃与单角刃协同,铣削出锥形端面,确保定位销与销孔的贴合度(锥面公差≤0.01mm/m)。
